
描述
总体描述
功能:在线自动用捆扎带捆扎钢管捆。
捆扎次数可根据客户要求设置。
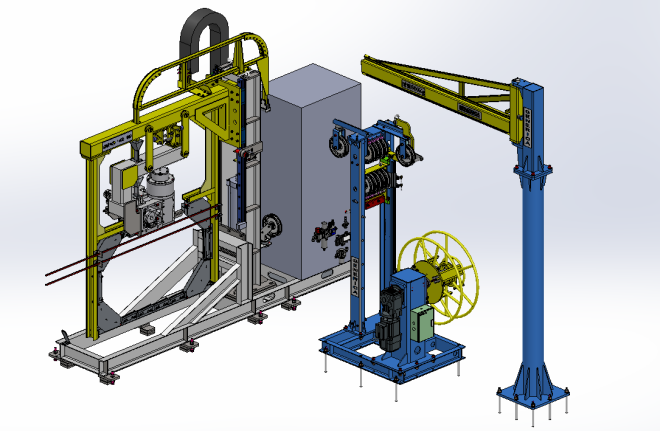
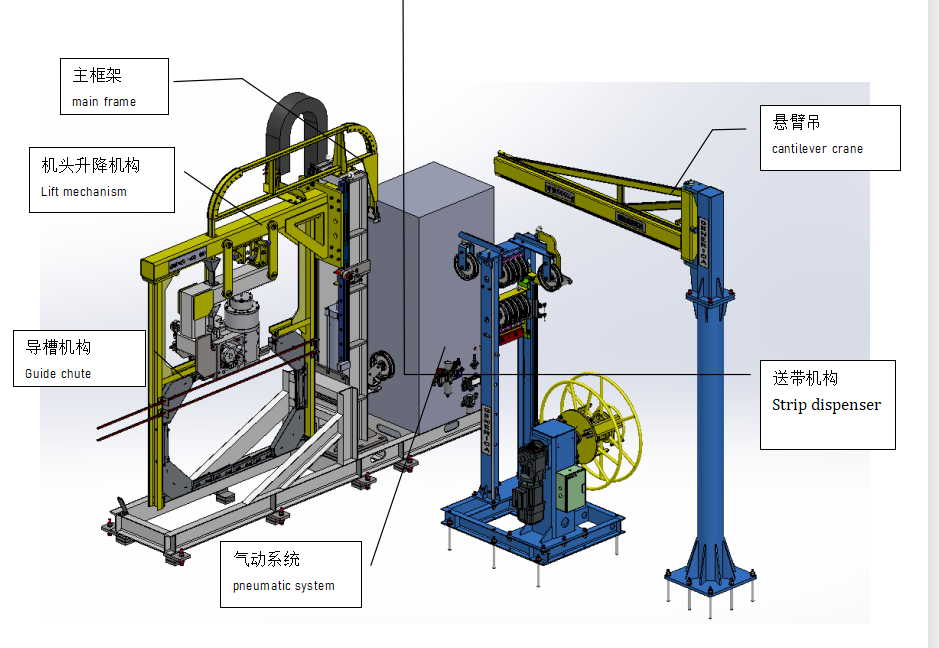
自动捆扎机由以下部件组成:
No.1:捆扎头。
No.2:电气控制系统+控制台
No.3:主机架
No.4:捆扎头升降机构
No.5:捆扎带导向槽机构
No.6:气动系统
No.7:捆扎带放送装置
No.8:悬臂吊
功能:
在线自动用捆扎带捆扎钢管捆。
捆扎次数可根据客户要求设置。


自动捆扎机各部件介绍
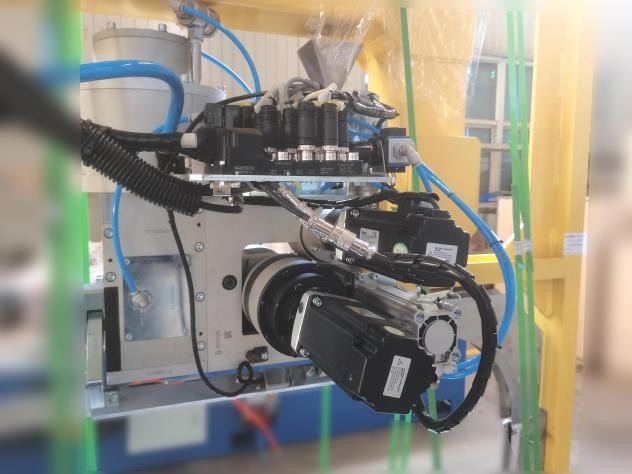
捆扎头采用基于德国技术的无扣互锁单元。它采用分体式夹爪和固定冲压模具,结构成熟可靠,配合精度高。齿形经过多年德国优化,性能卓越。
互锁单元通过啮合齿直接互锁上下捆扎带,并在张力下收紧。三排锁设计包括一个中央楔形安全锁扣。整个锁扣弯曲并紧密贴合,防止反弹力导致松动。与市场上其他无扣冲压技术相比,该设计使易损件使用寿命提高30%以上。
(1) 锁扣形式:无扣(六(三对)咬合)
(2) 锁扣效率(强度):接头强度为钢带本身的75%~80%
(3) 驱动方式:伺服电机
(4) 张紧范围:最大20,000N(可调)
(5) 送带速度:最大2000 mm/sec
(6) 电磁阀电压:DC24V
(7) 尺寸:L 600 x W 610 x H 616 mm
(8) 所需的捆束顶面长度:最小160mm
(9) 捆扎时间:≤20秒/次捆扎带

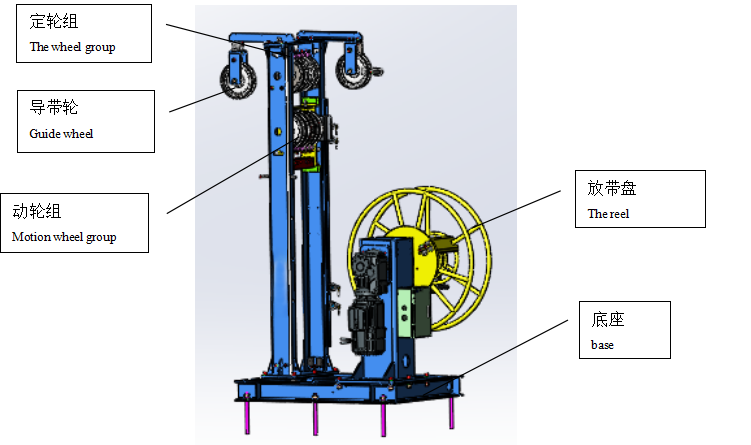
捆扎带放送装置 功能:该装置可自动装载捆扎带并将其送入捆扎头。
工作过程:
上惰轮组和动轮组包含多个用于储带的轮子,确保电机不会频繁正反转切换。
动轮组利用自身重量,确保惰轮组与动轮组之间的捆扎带紧贴导向轮而不会松弛。
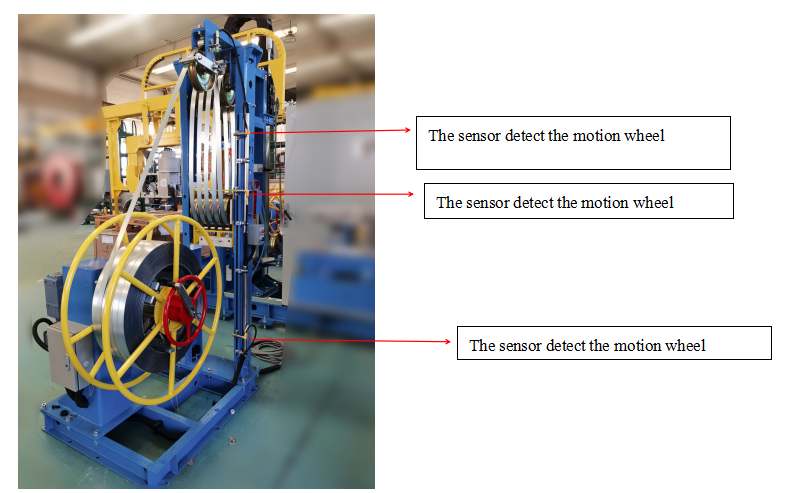
当动轮移动到上设定位置时,电机开始送带。当动轮下降到下设定位置时,电机停止送带,然后收紧捆扎带,使动轮停止在设定位置。如果机器异常且动轮到达上限位置,上限传感器触发,捆扎机将停止运行并报警。
如果捆扎带用完,检测传感器将检测到,然后指示灯亮起并发出提示音,提示操作员更换捆扎带。
结构:由以下部件组成
No.1 机架
No.2 惰轮
No.3 动轮
No.4 卷盘和带减速机的电机
No.5 传感器
参数:
1) 电机:1.1KW,型号:GDPWJ90S-4,三相异步电动机。
2) 减速机型号:GKAF49-YPEJ1.1-4P-56.83-M2-180°-3

捆扎带规格
(1) 捆扎带宽度:31.75 ± 0.13 mm
(2) 捆扎带厚度:0.8-1.1 ±0.035 mm
(3) 材料:冷轧碳钢
(4) 表面处理:发蓝/镀锌/涂漆/表面打蜡
(5) 弯曲度:2.4m长度内小于12.4mm
(6) 扭曲度:每2.4m长度不超过30°
(7) 外径:小于ø840mm
(8) 内径:φ406mm ±2mm
(9) 最大重量:430KG±30KG
(10) 带卷高度:垂直轴上190mm ± 5mm

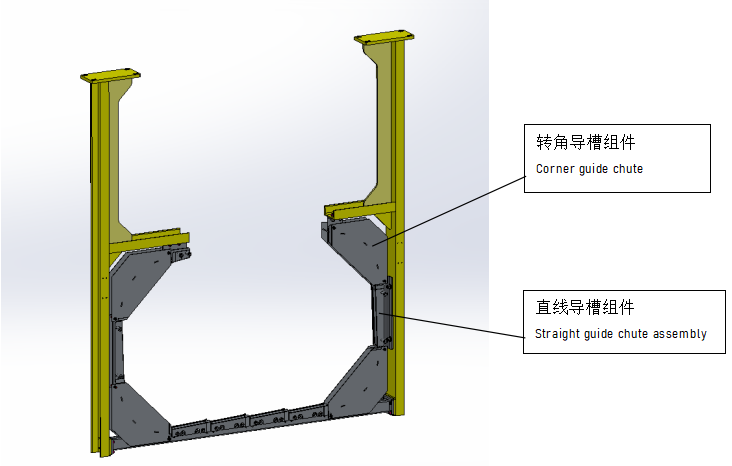
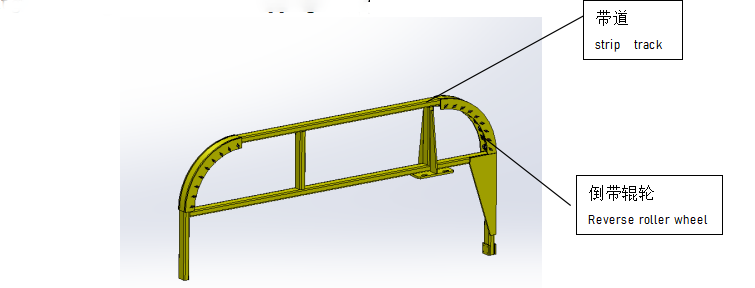
导向槽系统
功能:引导捆扎带进入捆扎头
结构:
由以下部件组成
No.1 转角导向槽组件
No.2 直导向槽组件
No.3 捆扎带轨道
No.4 反向滚轮
电气系统
(1) 控制台 + 电气柜(控制台安装在捆扎机附近)
(2) 电气柜防护等级:IP52
(3) 捆扎机与客户输送系统之间的通信采用PROFINET通信协议。
(4) 捆扎机的硬接线采用无源触点(干接点)方式。
(5) 捆扎机主控制台配备触摸屏,便于现场操作。

自动捆扎机工作模式
(1) 全自动:
接收到输送机控制电路发出的捆扎启动信号后,机器自动完成指定的捆扎周期。
(2) 离线自动(本地操作):
操作员按下特定开关,机器可在无需输送机在线信号的情况下完成一个指定的捆扎周期。完成后,机器将等待操作员发出下一个指令。在此状态下,上位系统仍需提供联锁信号。
(3) 半自动:
部分工作程序需要在调试时逐步完成。但某些动作已在电气程序中添加联锁,以防止意外和误操作造成设备损坏。
(4) 手动模式
用于维护目的,捆扎机的每个活动部件均可独立操作。
外购件清单
| NO. | 项目名称 | 品牌 |
|---|---|---|
| 1 | 主要低压电器元件 | SCHNEIDER/ABB |
| 2 | 伺服电机及其控制器 | INVT |
| 3 | PLC | SIEMENS SIMATIC S7-1200 |
| 4 | HMI | SIEMENS KTP 900 Basic |
| 5 | 传感器 | SICK/IFM/P+F/ELCO |
| 6 | 端子 | SCHNEIDER/PHOENIX |
| 7 | 直线导轨 | HIWIN \ PMI \ SLM \ PDF |
| 6 | 减速机 | GUOMAO/DONLY |
| 7 | 轴承 | HRB,ZWZ,LYC |
| 8 | 气动元件 | AIRTAC/FESTO |
| 9 | 交流驱动器 | SIEMENSE |

