

描述
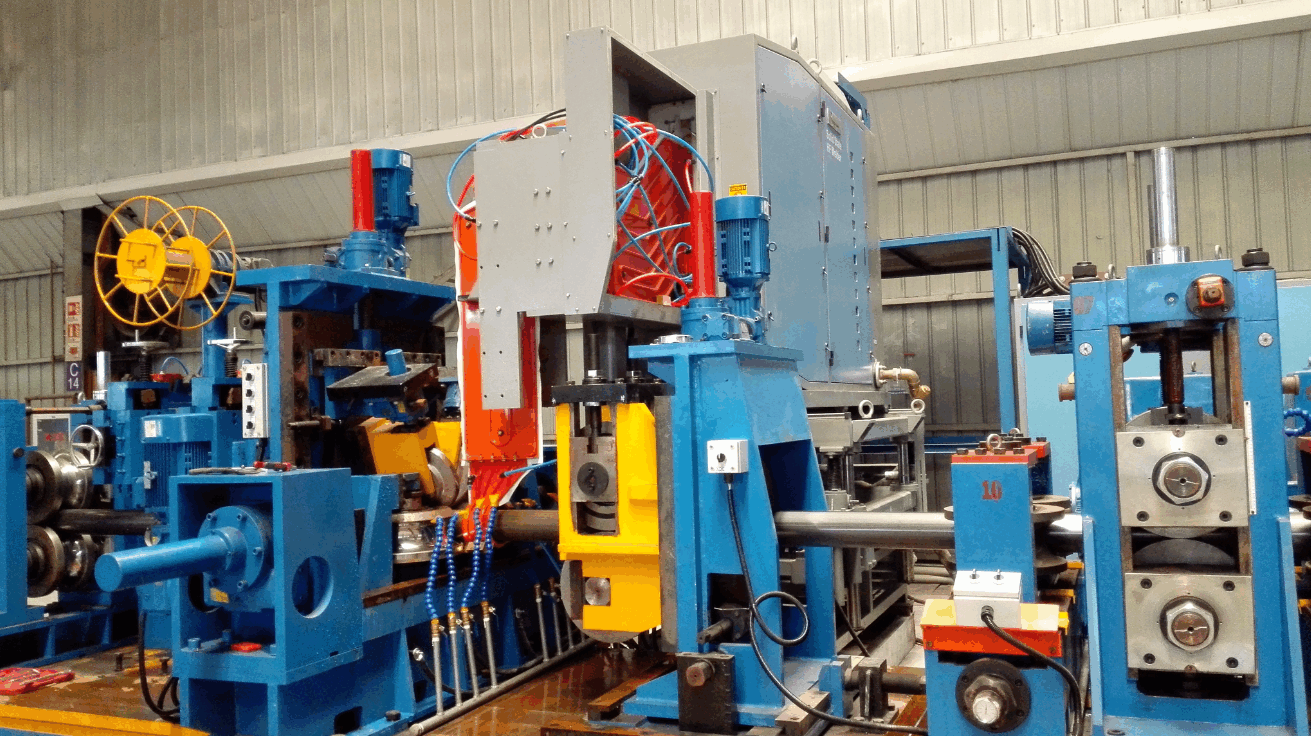
ERW焊管机组成形基本原理
焊管机组成形基本原理:带钢通过成形机架被成形为近似圆形的钢管(未焊接),然后通过高频感应焊机将管边熔化焊接,并在焊接段立即对焊缝进行挤压。在此阶段,钢管焊接完成,焊接后的钢管经过冷却、定径机和矫直机,最终制成精密圆管或方矩形管。
描述
1) ERW219焊管机组是ERW焊管机组的一种型号。ERW219焊管机组采用高频感应焊接,生产Ø89mm---Ø219mm圆管、70X70mm---170x170mm方管以及60X80mm-140X200mm矩形管,壁厚2.0--6.0mm。
2) ERW219焊管机组采用传统成形技术,非常适合生产圆管、方管和矩形管,对管材尺寸公差和长度精度具有最佳控制。
3) ERW219焊管机组是定制化的钢管生产线。我们能够根据客户要求设计和制造焊管机组,例如钢管直径和壁厚、原材料类型和屈服强度、焊管机组规格、车间占地面积以及供电条件。在报价前,我们会向客户发送需求表以了解客户的具体要求,从而做出完全满足客户需求的报价。
1) 我们不仅是焊管机组的供应商,更是售前、售中和售后过程中出现问题的解决方案提供者。
规格
原材料规格 | 材料 | HR/CR碳钢 |
宽度 | 280mm-690mm | |
厚度 | 4.0mm-8.0mm | |
钢卷内径 | φ580- φ630mm | |
钢卷外径 | 最大:φ2000mm | |
钢卷重量 | 最大15吨 | |
管材规格 | 圆管 | 89mm-219mm |
方管和矩形管 | 70*70mm-170*170mm | |
60*80mm-140*200mm | ||
壁厚 | 4.0-8.0mm(圆管) | |
4.0-7.0mm(方矩形管) | ||
速度 | 最大40m/min | |
管长 | 3m-12m,可由客户定义 | |
所需占地面积 | 100mX9m(长*宽) | |
总功率 | 1800KW | |
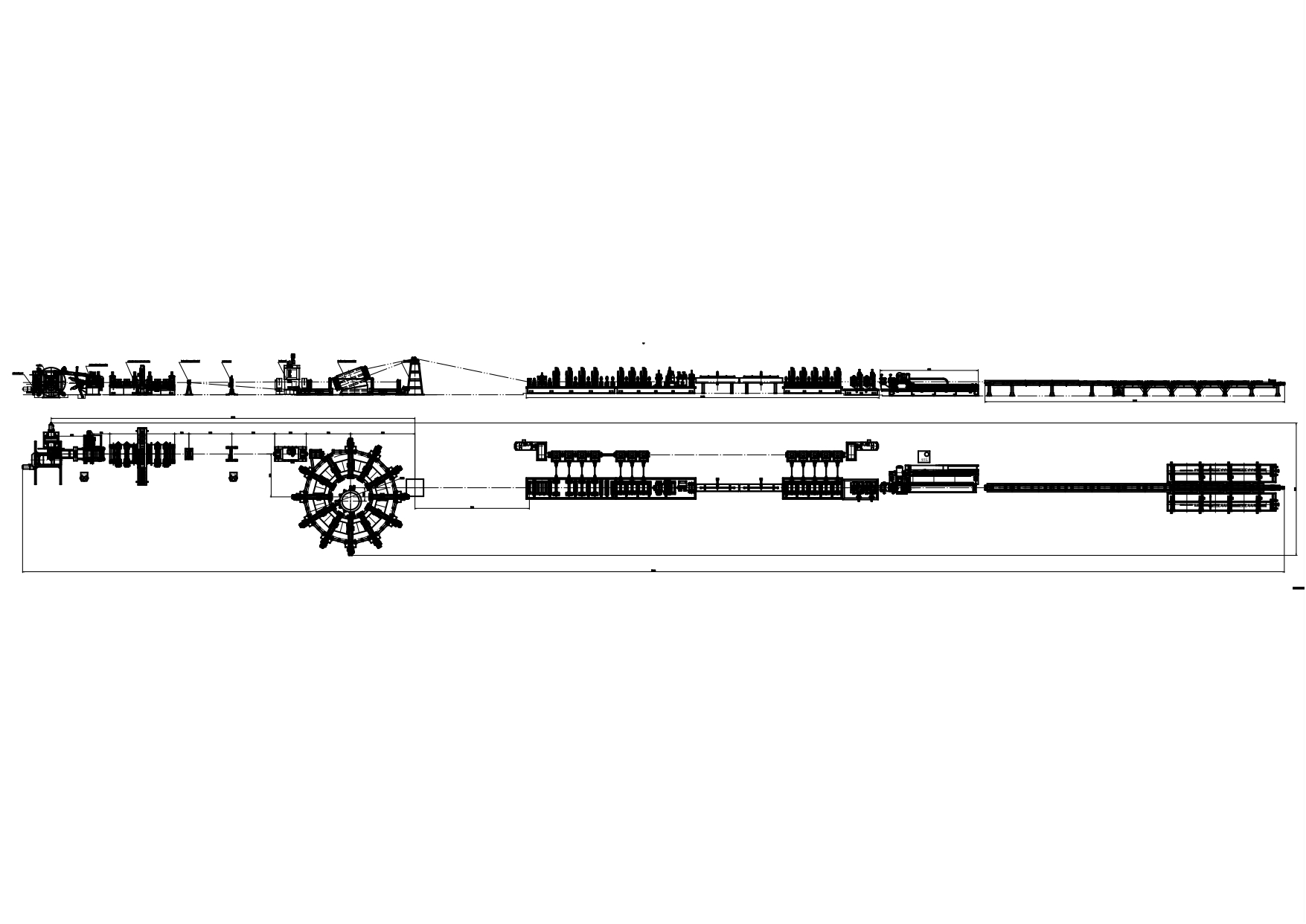
工艺流程
钢卷上料小车→单头开卷机→夹送矫平机→剪切对焊机(带钢接合机)→地坑式储料器→成形机→高频焊接→水冷却→定径机→飞锯→管端倒角机→水压试验机→输出辊道→自动堆垛机→仓库存储。
我们的优势
1. 我们已逐步摒弃仅设计二维图纸的理念。现在,我们不仅设计二维图纸,还设计三维图纸。
借助先进的三维建模和绘图软件,我们能够分析每个部件的功能,并根据需要进行改进,从而及时发现设计错误。
2. 已投入使用31台CNC立式加工中心、6台CNC卧式加工中心、3台CNC镗床、2台重型CNC龙门铣床。这确保了高精度和高生产率,避免了配合加工引起的误差,同时保证了交货时间。
3. 借助先进的COPPRA软件,我们的工程师不仅能计算轧辊重量,还能高效设计轧辊。
管材和空心型材的应用
由焊管机组生产的ERW管材和型材可用于以下行业:
1. 核心应用领域:重型结构和工业建筑
这是此类钢管最主要、最广泛的应用领域。
l 大型工业建筑主体结构:用于重型工业厂房(如冶金、重型机械制造)、大型物流仓库、飞机维修机库、体育场馆等的核心承重柱和大跨度空间桁架。方管和矩形管因其优异的抗弯和抗压性能,是这些应用的理想选择。
l 塔架结构:用于高压输电塔、大型通信塔、风力发电机塔筒(特别是塔筒内的平台支撑和连接结构),以及海上风电项目的过渡桩和内部结构。这些应用对钢管的强度、刚度和耐候性(通常需要热镀锌)有极高要求。
l 桥梁工程:用于桥墩支撑系统、桥面梁(特别是桁架桥),以及护栏和检修通道框架。
l 港口和海洋工程:用于集装箱龙门起重机、岸桥等大型港口机械的主梁、支腿和吊臂,是港口建设的核心结构材料。
2. 流体输送:主干管道系统
l 在此规格范围内,直缝焊管是输送各种流体的主干管道的经济高效选择。
l 市政管网:供水主管道——作为城市供水系统的核心干线。
l 排水和污水管道——用于大型雨水和污水排放管道,需内防腐处理。
l 燃气输送——用于城市中压燃气管网(对焊缝质量和检测要求极为严格)。
l 工业管道:
l 油气集输管道——在油田内收集井口产出的原油和天然气,并输送至处理站。
l 化工行业——用于输送非极端危险的中低压化工介质。
l 热电行业——用于电厂的低压流体输送管道,如大型循环水冷却系统和除灰系统。
3. 机械制造和大型设备
l 重型机械和设备框架——作为大型矿山机械(如破碎机、球磨机)、冶金设备(如轧机)、大型压力机、船用甲板起重机等的主框架和关键承载部件。这些设备在运行中承受较大振动和重载,需要厚壁钢管提供稳固支撑。
l 桩基和基础工程:较大直径(如Φ219mm及以上)和较厚壁厚(如6-8mm)的直缝焊管可直接用作钢管桩,用于建筑工地、桥梁、码头等场所的基础支撑和永久地基。

