


描述
ERW焊管机组成型基础
焊管机组的成型基础:将带钢开条后,通过成型机组成型为近似圆形的钢管(未经焊接),然后利用高频感应焊机对管边进行熔化焊接,并在焊接完成后立即在焊管机组的焊接段对焊缝进行挤压。在此阶段,钢管焊接完成,焊接后的钢管经过冷却、定径机和矫直机,最终制成精密圆管或方矩管。
描述
1)ERW426焊管机组是ERW焊管机组的一种型号。ERW426焊管机组采用高频感应焊接,生产Ø219mm---Ø426mm钢管以及150X150mm---350x350mm方管和100X200mm-300X400mm矩形管,壁厚4.0--10.0mm。
2)ERW426焊管机组采用传统成型技术,非常适合圆管、方矩管的生产,对管材尺寸公差和长度精度有最佳控制。
3)ERW426焊管机组是量身定制的钢管生产线。我们能够根据客户要求设计和制造焊管机组,例如钢管直径和壁厚、原材料类型及屈服强度、焊管机组规格、车间占地面积以及电源条件等。在报价之前,我们会向客户发送一份需求表格,以了解客户的具体要求,从而做出完全满足客户需求的报价。
4)我们不仅是焊管机组的供应商,更是售前、售中和售后问题解决方案的提供者。
技术规格
原材料规格 | 材质 | 热轧碳钢 |
宽度 | 680mm-1600mm | |
厚度 | 5.0mm-16.0mm | |
钢卷内径 | φ610- φ760mm | |
钢卷外径 | 最大:φ2000mm | |
钢卷重量 | 最大20吨 | |
钢管规格 | 圆管 | 219mm-426mm |
方矩管 | 150*150mm-350*350mm | |
100*200mm-300*400mm | ||
壁厚 | 4.0-16.0mm(圆管) | |
4.0-15.0mm(方矩管) | ||
速度 | 最大30m/min | |
管长 | 3m-12m,可由客户定义 | |
整线尺寸 | 150mX30m(长*宽) | |
总功率 | 1200KW | |
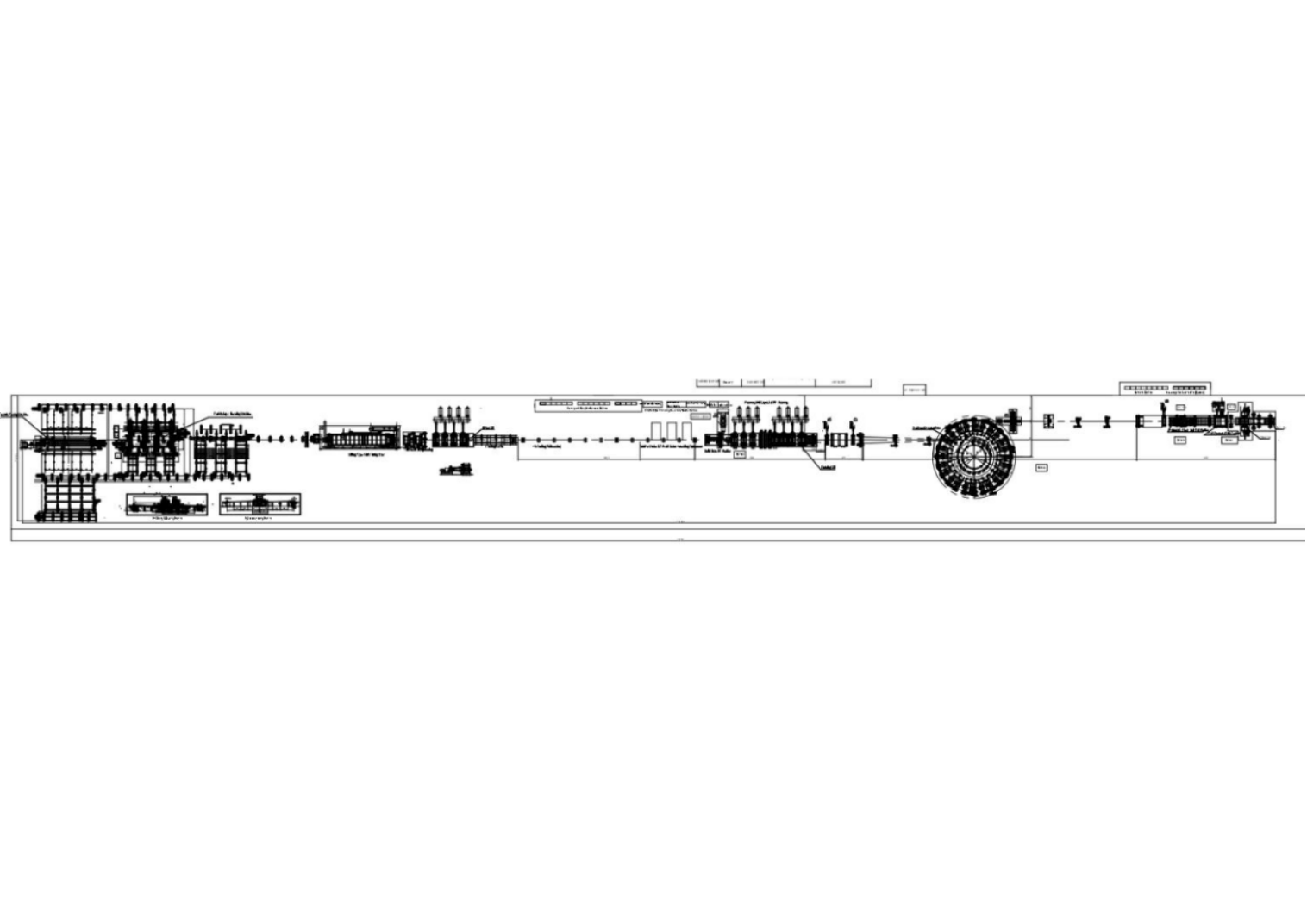
工艺流程
上料小车→单头开卷机→夹送矫平机→剪切对焊机(带钢接头)→卧式储料仓→成型机→高频焊接→水冷→定径机→铣切锯→管端倒角机→水压试验机→成品料台→自动堆垛机→仓库存储
我们的优势
1. 我们已逐步摒弃了仅设计二维图纸的理念。现在我们不仅设计二维图纸,还设计三维图纸。借助先进的三维建模和绘图软件,我们能够分析每个部件的功能,并根据需要进行改进,从而及时发现设计错误。
2. 已投入使用31台CNC立式加工中心、6台CNC卧式加工中心、3台CNC镗床以及2台重型CNC龙门铣床。这保证了高精度和高生产率,同时可避免匹配加工造成的误差,并确保交货期。
3. 借助先进的COPPRA软件,我们的工程师不仅能计算轧辊重量,还能高效设计轧辊。
管材及异型材的应用
该焊管机组生产的ERW管材和型材可用于以下行业:
1. 大型建筑与结构:体育馆(主桁架、屋架)、机场航站楼、大型会展中心、高层及超高层建筑的柱子和主梁、工业厂房的巨型桁架。
2. 关键基础设施:桥梁主要构件(如拱肋和桥墩)、港口码头支撑桩、风力发电机塔筒段(常用于中小型风机或内部塔结构)、高压输电塔的主要材料。
3. 石油、天然气及化工输送:石油天然气集输管道、城市燃气主干管网、化工园区工艺管道、供热公司热源干线。
4. 重型装备制造:工程机械(挖掘机、起重机吊臂和履带架)、船舶制造(内部结构和管道)、矿山机械(液压支架、输送机结构)、大型物料搬运系统的辊子和机架。
5. 支撑与管路系统:煤矿支护柱、大型液压设备(如油缸缸套)、工业平台承重柱。

