






直接成型方管机组
描述
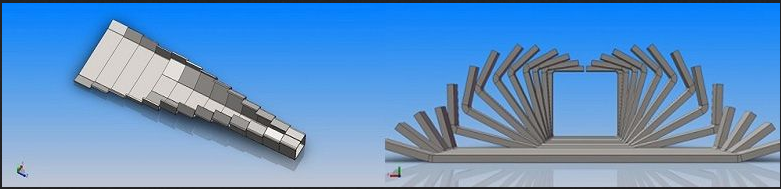
成型原理:直缝方管轧机将特定宽度的带钢逐步成型为相应规格的方管或矩形管。该工艺与传统将圆管再成型为方管或矩形管的方法完全不同。
工艺从第一道弯(方/矩形管的顶边)开始,采用实弯方式弯至80度角。接着,第二道弯(方/矩形管的侧壁)弯至约65度角。第三步,带钢的顶部和侧面同时采用空弯方式弯至86度角。成型后的管材随后通过焊接导向装置,再经过焊接、挤压和熨平,完成焊接。
最后,对管材的外部尺寸和圆角半径进行精确校准,并通过Turkish head(矫直单元)消除成品管材的纵向弯曲(弓形)。
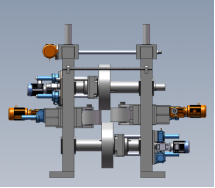
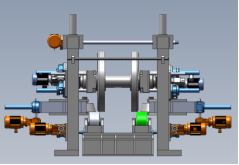
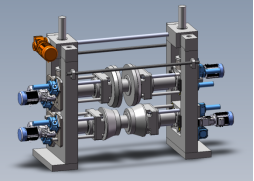
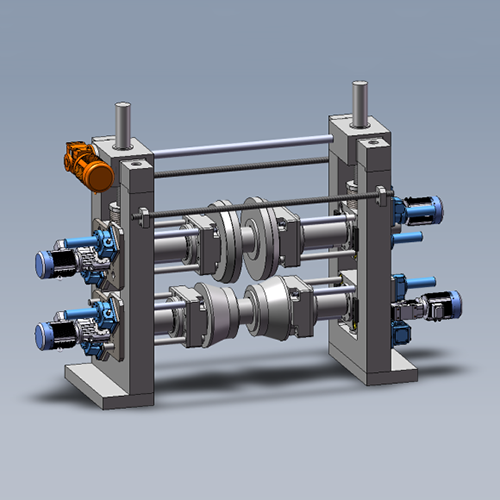
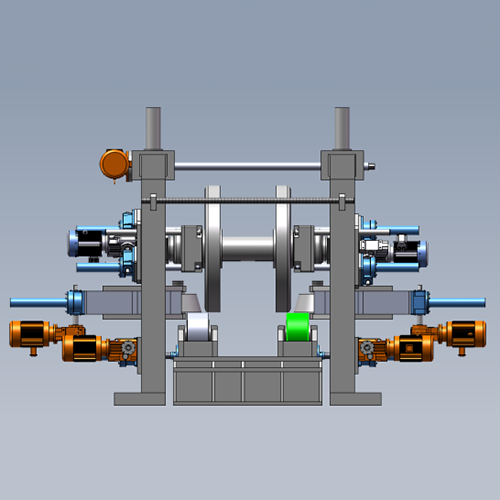
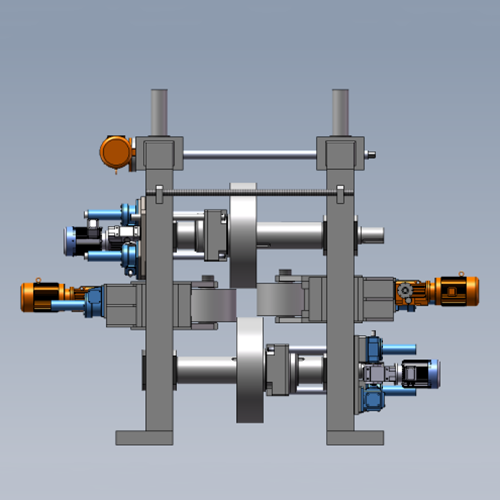
DFS焊管轧机机架结构
DFS焊管轧机的机架比传统焊管轧机更为复杂。
除辊轴和带轴承的辊块外,辊架总成还包括安装在活动块上的分段辊、伺服电机或带减速机和转向箱的交流电机、螺旋千斤顶以及丝杆等部件,确保辊子调整精度。
DFS焊管轧机辊子调整电气控制系统
1. 概述:通过PLC驱动的伺服电机,经减速机和螺旋千斤顶调整辊子位置。操作员在切换管材尺寸时,只需在触摸屏上输入管材尺寸,辊子位置即可由PLC驱动的伺服电机自动调整。
2. 详细说明:
该系统配备了最先进的PLC控制和数字控制技术。PLC选用德国西门子S7-1500系列,功能强大且可靠性高。辊位调整由SIEMENS V90 PN伺服系统完成,配合多圈绝对值编码器形成位置轴,实现快速、自动、精确的辊子调整。
整个系统采用工业以太网PROFINET通信协议,确保所有设备运行快速、稳定、可靠。操作员触摸屏采用配方功能,可快速设置各种管材规格的辊子位置参数。手持移动操作面板可在近距离内手动或自动调整辊子位置。
在产品规格更换时,辊子自动调整,将停机时间缩短至约30分钟。各辊电机负载分配、实时辊位及设备故障信息均可通过主控台HMI查询。
这不仅极大方便了操作人员和管理人员及时监控生产状况,也显著缩短了维护人员的故障排查时间,确保稳定高效的管材生产。



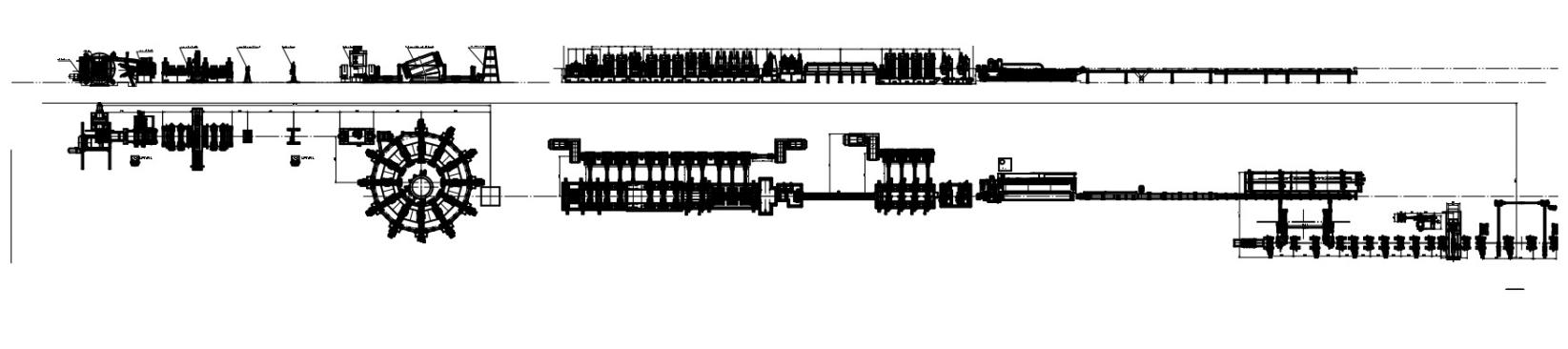
工艺流程:
带卷→开卷→拆卷机→夹送矫平→剪切对焊→活套→成型→焊接→去焊筋→水冷→定径→Turkish head→飞锯切割→收料

直接成型方管轧机的优势与效益
1. 节省辊子成本。
在传统焊管轧机中,一套完整的辊子只能生产一种尺寸的管材。而对于直接成型方管轧机,一套完整的辊子可生产12-15种方管或矩形管。这极大地节省了辊子投资和库存。
2. 大幅减少辊子更换时间。
得益于DFS焊管轧机的自动辊子调整功能,从一种尺寸切换到另一种仅需30分钟。
以100X100mm管材为例。
传统焊管轧机需要5名工人花费6小时更换辊子,
而DFS焊管轧机仅需30分钟调整辊子位置。
这极大地节省了换型时间,从而提高了生产效率。
3. 节省原材料。
得益于DFS焊管轧机的成型原理和带钢的延展性,与传统焊管轧机相比,生产相同规格产品可节省2%-4%的带钢宽度。
以100X100X2mm方管为例,
传统焊管轧机生产100X100X2mm管材需要约408.4X2mm的带钢,
而直接成型方管轧机生产100X100X2mm管材仅需约393.72X2mm的带钢。
4. 完全满足多品种小批量生产需求。
经销商和客户不希望积压大量暂时不用的钢管库存,从而尽可能减少流动资金占用。这就要求钢管制造商在接到紧急订单时能快速生产。
得益于DFS焊管轧机30分钟内自动调整辊子,制造商可快速生产客户急需的管材。
型号列表
| 型号 | 产品规格范围 | 壁厚 | 速度 |
|---|---|---|---|
| DFS50 | 20X20--50X50MM | 0.8--3.0mm | 20-80m/min |
| DFS100 | 30×30-100×100mm | 1.0mm-5.0mm | 20-80m/min |
| DFS150 | 70×70-150×150mm | 1.5mm-6.0mm | 20-50m/min |
| DFS200 | 80×80-200×200mm | 2.0mm-8.0mm | 20-40m/min |
| DFS250 | 100×100-250×250mm | 3.0mm-10mm | 10-40m/min |
| DFS300 | 120×120-300×300mm | 4.0mm-12mm | 10-40m/min |
| DFS400 | 180×180-400×400mm | 5.0mm-14mm | 10-30m/min |
| DFS500 | 250×250-500×500mm | 5.0mm-20mm | 10-25m/min |

