

描述
与储料器一起,它允许更换卷材并将其与已在运行的带钢连接,从而保持焊管机的速度恒定。
我们根据带钢厚度和宽度设计剪切机和焊接机。
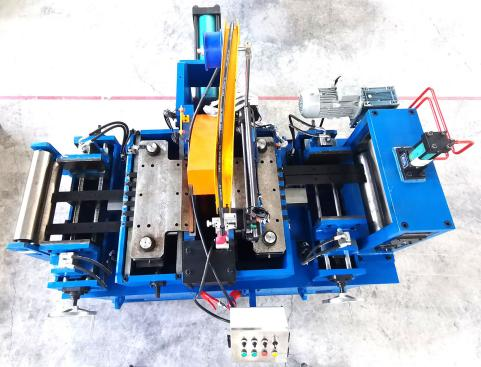
剪切和端部焊接机由以下部分组成
1)带钢头部的夹送系统
2)带钢头部的入口导向系统
3)带钢头部的液压夹紧系统
4)带钢头部和尾部的液压 hearing 系统
5)带钢头部和尾部的焊接组件
6)带钢尾部的夹送系统
7)带钢尾部的出口导向系统
8)带钢尾部的夹紧系统
9)焊接机的操作箱
10)剪切和端部焊接机的控制台
11)液压站
详细描述
夹送系统夹住进入的带钢头部并将其送入入口导向系统,夹送系统配有减速电机和液压缸。当带钢头部进入夹送系统时,带钢头部被送入入口导向系统,夹送系统上辊的垂直运动由液压缸控制。上辊的旋转由一台减速电机控制。
导向系统由液压控制,提供正确的对中,然后带钢头部移动到夹紧系统。
采用相同的操作方法,使带钢尾部进入带钢尾部的夹紧系统。
在带钢头部和尾部均被液压夹紧系统夹紧后,带有两把刀片的大功率液压剪切机同步剪切带钢头部和尾部。
剪切后,两个液压夹紧系统进行对中运动。这导致带钢头部和尾部的正确对中。然后,带钢头部和尾部通过CO2气体保护电弧焊焊接在一起。
焊枪支架安装在一个横向滑动系统上,该系统由步进电机通过丝杠控制,该机器配备CO2焊机和一把焊枪。
一旦操作员确认了带钢头部和尾部的所有位置。
通过正确的操作顺序,带钢的自动焊接循环可以开始。
所有功能均由操作员通过控制台和焊接机操作箱上的按钮执行,这确保了操作员的安全。
焊枪可通过上下和左右调节,从而使焊枪对准焊缝。

